e-BIO 超低温乾燥木材
e-BIOは、木本来の性質を維持するよう35°Cという超低温で乾燥した木材。このe-BIOで建てた木造建築は劣化に強く、湿度調整に優れ、快適に長く住むことができます。
- サンプル展示
-
KYOTO(京都市下京区)
○
※最新のサンプル展示状況はMTRLまでお問合せください。
木材の乾燥方法に着目した建築材料『e-BIO』。
「木の本来の性質、機能」にこだわりをもつ製材所のオーナーが、こだわり抜いた末に生まれた杉と檜の建築材です。

- 左:e-BIO(超低温乾燥材) / 右:高温乾燥材
木材の乾燥工程とは
木材を建築に用いる場合、製材という工程を経ます。製材は、山から切り出した丸い原木から角材などに切り出す工程です。その前後で、木材を乾燥させ、水分を抜くという重要な工程があります。
乾燥は収縮や割れ、反り、腐食といった生木に起きる現象を抑えるために必要な工程です。
古来長らく、野外で数年寝かせ自然に乾燥するのを待つ、「天然乾燥」方式を用いてきました。
東大寺の正倉院など、1300年間も現存している奈良時代の建築手法をひもとくと、「大きさにより、5年、10年、20年もの歳月乾燥させた」と記述が残っています。この手法は現存し、天然乾燥方式で乾燥されたものを「天然乾燥材」と呼びます。
これに対して「人工乾燥」の手法が近年開発され、2週間で乾燥できるため、瞬く間に市場の主流になりました。
人工乾燥について
現在市場の多くを占めているのは「高温乾燥」という手法。これは木材を80〜120°Cの環境で約2週間乾燥させるのですが、熱により変成し木の細胞が壊れ、木材本来の特徴も変わってしまいます。
超低温乾燥について
様々な手法が模索される中、ほとんど自然環境と同じ35〜40°Cという環境下で乾燥させる「超低温乾燥」の手法が開発されました。細胞が壊れるのは40°Cを超えてから。これ以下の温度にとどめて乾燥を行うため、ほぼ天然乾燥材と同じ性能を得られることが特徴。さらに乾燥時間は約4週間と、天然乾燥と比べると大幅に短縮されています。
e-BIOはこの方法を用いて作られた「超低温乾燥材」です。
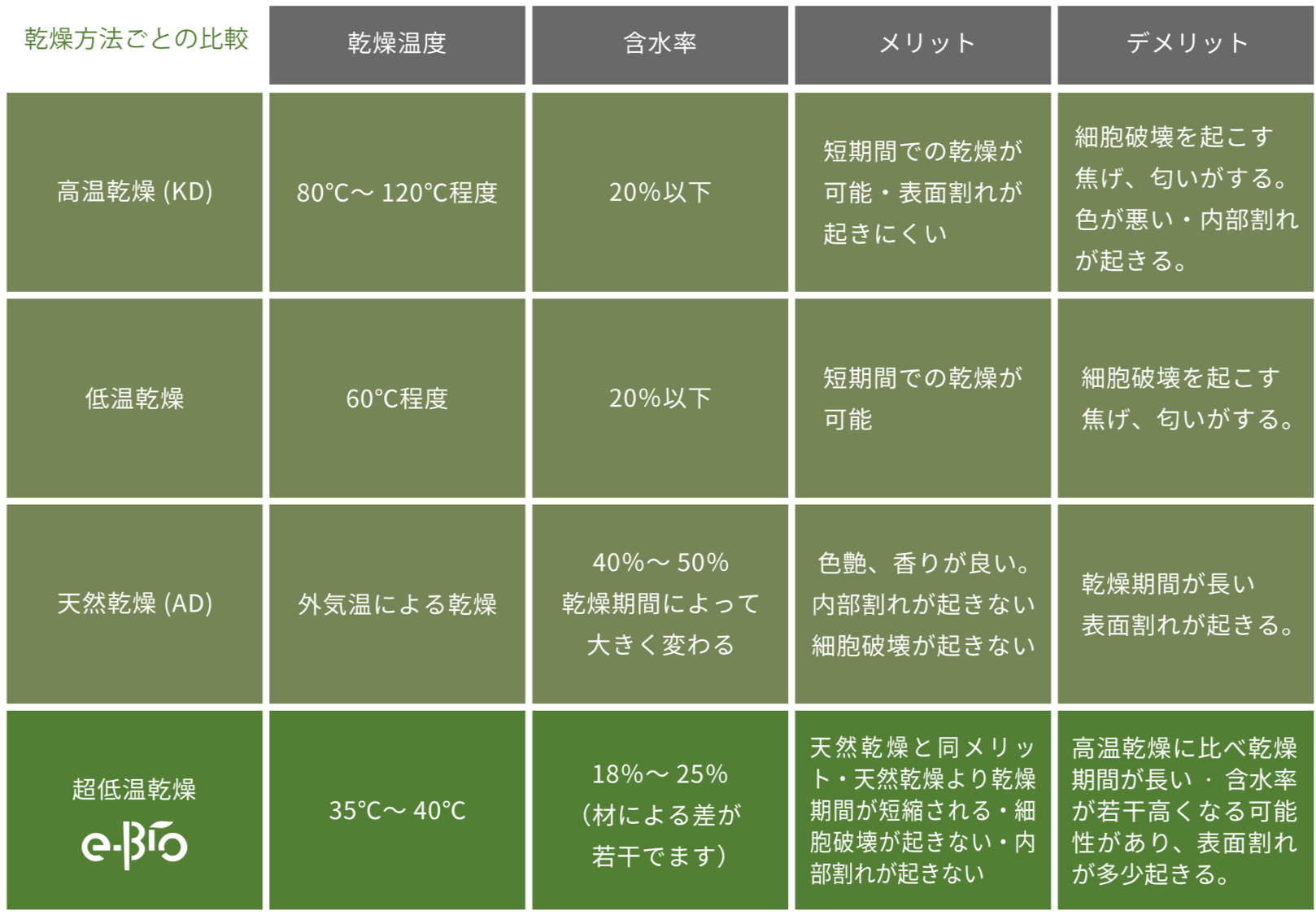
- 超低温乾燥材の特徴(出典:三浦製材株式会社)
超低温乾燥材の特徴
高温乾燥材にはない、天然乾燥材と同様の特徴を持っています。
- 形質/強度維持:
- 細胞が生きていて互いにしっかり接着が維持されているため、クッキーのように割れる「内部割れ」がなく、しなやかで折れにくい
- 細胞が生きているため、腐食しづらい
- 調湿機能:
- 細胞が生きているため、「呼吸する」建材として、調湿機能が維持できます
- 発生物質:
- 樹液や細胞内物質(リグニン)が熱変成しておらず、TVOC(Total Volatile Organic Compounds 総揮発性有機化合物)の発生がほぼない
- 樹木本来が持つ香りがし、焦げた匂いはしません
- コスト:
- 高温乾燥(約2週間)より長いが(約4週間)、天然乾燥(数年)よりは短時間で製造できます
- 高温乾燥と比べ乾燥のエネルギーコストが低い
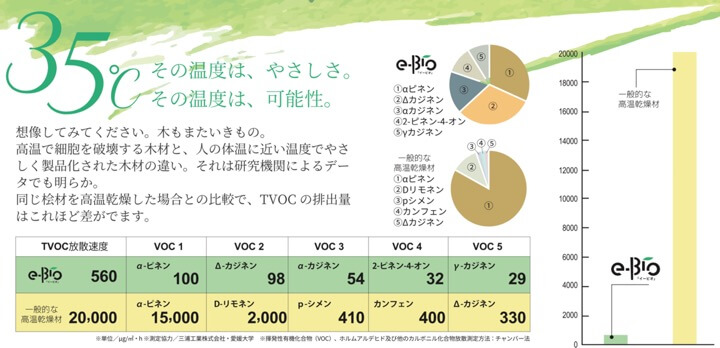
- VOC(揮発性有機化合物)について(出典:三浦製材株式会社)

- 出荷用に並べられたe-BIOの柱

- 三浦製材の三浦社長

- 巨大なのこぎりで木を切り製材する

- 高温乾燥した柱は、表面をはぐと内部に割れが入っていることも
開発の経緯
かつて、木は良い香りがするものでした。木を切る製材所は、絶えず木の良い香りに包まれていました。三浦製材の三浦社長は、その風景がいつのまにか喪われ、木から妙に焦げたような香りがすることを不思議に感じていました。原木の製材や、材料自体の流通、施工まで請け負う三浦社長が、周囲を見渡して原因として着目したのが乾燥工程。ここに違和感を感じていたときに出会ったのが、細胞学の研究を応用された「超低温乾燥(バイオ乾燥)」という手法でした。
目指すのは「正倉院のように1000年以上保つ、日本の風土にあった建造物」の復活。
三浦社長は早速発明した方に連絡を取り、製材の手法を取り入れ、実際に乾燥機を使いこなすまで数年の試行錯誤期間を経て今に至ります。地元京都府産材の流通を掲げ、三浦製材のe-BIOとして市場に並ぶのは杉と檜の角材。板材を商品化しているところは少しずつ増えている中、角材として出荷している希有な例です。
関連するMagazine記事
この素材もおすすめ
.Garbon︎ガーボン︎
あらゆる有機系廃棄物を「炭化」し、高付加価値素材に変える。新循環ソリューション「.Garbon(ガーボン)」
- #サーキュラーエコノミー
- #アップサイクル
- #人工皮革
- #カーボン
- #サスティナブル
- #日本
- TOKYO
LOOPGLUE︎ループグルー︎
自然由来で分解可能な接着により、解体後の分別・再資源化までを可能にする循環型設計の接着剤
- #サーキュラーエコノミー
- #接着
- #サスティナブル
- #日本
- TOKYO
lattecural foam®︎ラテキュラルフォーム®︎
ふんわり・もっちり触感と高い耐久性を備えたウレタンフォーム。車両シート用クッション部品の多種多様な要求性能に対応する製造技術のもと開発され、端材からもまた異なる独自の触感・質感をつくり出すことができる。
- #タンジブル
- #パッケージ
- #機能性
- #ウェルビーイング
- #特許
- #アップサイクル
- #しなやか
- #感性素材
- #樹脂
- #やわらかい
- #緩衝
- #触感
- TOKYO
- NAGOYA
- KYOTO